Moldflow棳摦夝愅僔儏儈儗乕僔儑儞
 |
 |
 |
 |
|---|---|---|---|
| PC庽帀丂1屄庢傝 | PC庽帀丂1屄庢傝 |
PBT G15%庽帀
儊僀儞儔儞僫乕僒僀僘偼僗僩儗乕僩偱偡偑丄堎側傞僒僽儔儞僫乕傪拲帇? |
POM庽帀
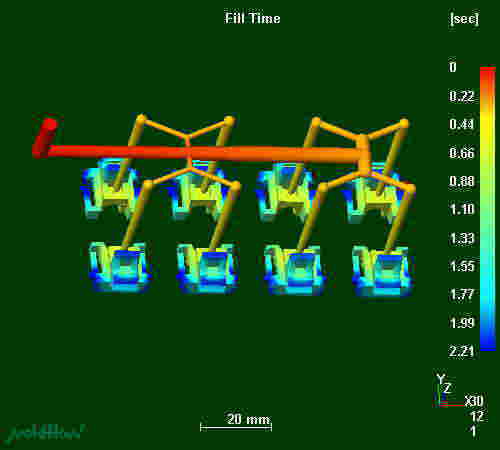
儊僀儞儔儞僫乕搑拞偐傜堎側傞僒僀僘偲丄4屄1僽儘僢僋偺堎側傞僒僀僘偺僒僽儔儞僫乕傪拲帇 |
 |
 |
 |
 |
|
PC庽帀丂侾屄庢傝 |
PBT庽帀
|
PBT庽帀
|
PC庽帀
|
{kind=link}
{kind=link}
{kind=link}
棳摦夝愅偑昁梫側偺偼側偤丠
惢昳傪奐敪偡傞弶婜抜奒偐傜丄僐儞僺儏乕僞傪梡偄偰壖憐帋嶌傗壖憐帋尡偡傞偙偲偵傛傝丄幚嵺偺棳傟傪攃埇偡傞偙偲偑偱偒傑偡丅偝傑偞傑側僔儈儏儗乕僔儑儞傪廳偹傞偙偲偱丄晄嬶崌傪堷偒婲偙偡尨場傪夝柧偡傞庤彆偗偵側傞偺偱偡丅
惗妶偵恎嬤側惢昳傗堛椕宯偺惢昳偩偗偑埨慡偱偁傟偽椙偄偲偄偆栤戣偱偼偁傝傑偣傫丅
偳傫側惢昳偵娭偟偰傕晄嬶崌偑婲偙傟偽丄偲偒偵偼恖柦偵偐偐傢傞傛偆側廳戝側帠屘傪堷偒婲偙偡偙偲偝偊峫偊傜傟傑偡丅偦偺偨傔丄姰惉昳偺幙傪崅傔傞偨傔偵傕丄愝寁専徹偼怲廳偵峴偄弨旛傪懹偭偰偼偄偗側偄偺偱偡丅
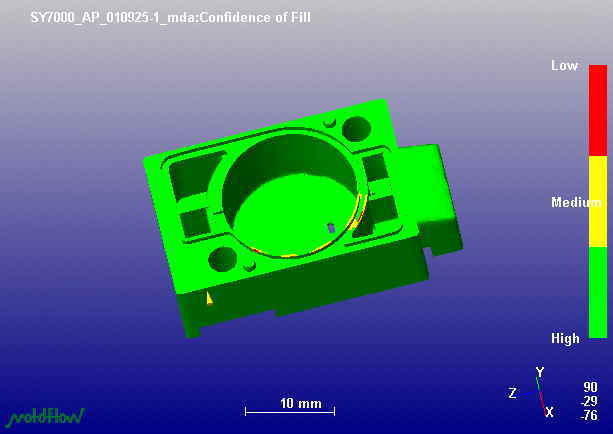
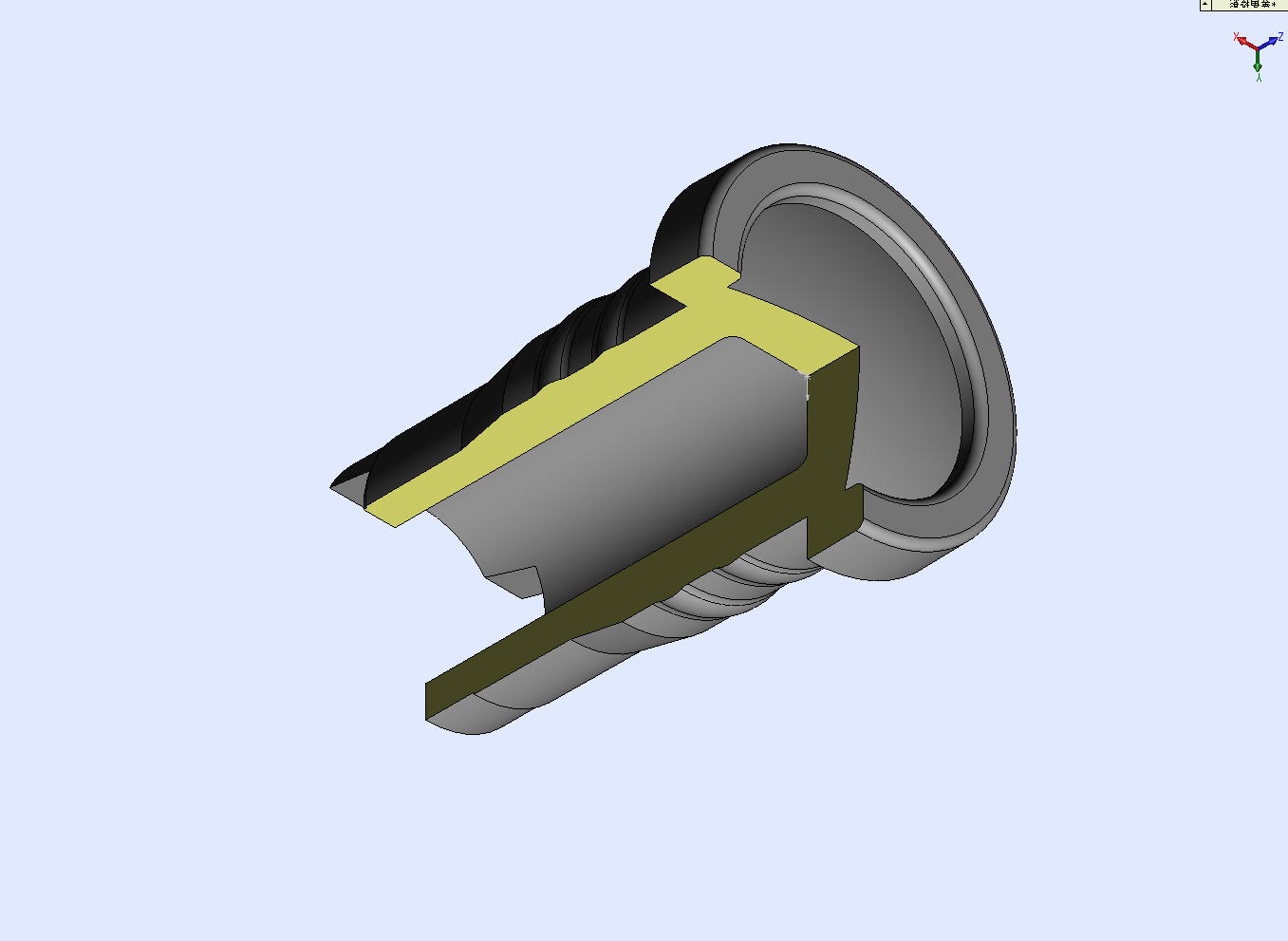
僄傾乕僩儔僢僾偑尨場偱僔儑乕僩偺敪惗

忋偺僄傾乕僩儔僢僾傾僯儊乕僔儑儞偱偛愢柧偝偣偰懻偒傑偡丄摲懱拞墰晹塃偺墿怓偄僐乕儞偑僒僽儅儕儞僎乕僩偱偡丅
僒僽儅儕儞僎乕僩傪捠夁偟偨庽帀偼撪懁偺僐傾僺儞偵撍偒摉偨傝丄忋壓嵍塃巐曽傊傎乁墌宍偵奼偑傝傑偡丄嵍塃傊奼偑偭偨庽帀偑傎乁摲懱偺敿暘掱廩揢偟偨帪揰偱丄摲懱偺忋傊棳傟偨庽帀偑僎乕僩懁奜娤柺傊摓払偟丄偡偖偵奜廃偺僷乕僥傿儞僌儔僀儞傑偱恑傒傑偡丄偦偺屻偼僎乕僩偐傜嵍塃傊奼偑偭偨庽帀偑忋傊奼偑傝側偑傜斀僎乕僩懁傊恑傒丄僎乕僩偐傜忋傊嫙媼偝傟偨庽帀偲崌棳偟側偑傜丄僉儍價僥傿撪傪廩揢偟偰偄偒傑偡偑丄栺90亾掱廩揢偟偨帪揰偱奜廃偺僷乕僥傿儞僌儔僀儞傊摓払偟偨庽帀偑奜娤柺拞墰傪恑傫偱偄偨庽帀傪捛偄墇偟傑偡丄偦偺捛偄墇偟偨庽帀偑嵍塃偐傜崌棳偟偰丄崱搙偼撪懁偺奜娤柺傊恑傒傑偡丅
奜娤柺拞墰棳傟偰偄偨庽帀偑奜廃傊摓払偡傞捈慜偱丄嵍塃偐傜夢傝崬傫偩庽帀偵傛偭偰僉儍價僥傿撪偺嬻婥偑暵偠崬傔傜傟偰偟傑偄傑偡丄摝偘応傪幐偭偨嬻婥偼庽帀偺廩揢偵傛偭偰埑弅偝傟偰丄崅壏偵側傝敪惗偡傞僄傾乕僩儔僢僾尰徾偱丄惉宍婡偑帩偮嵟戝埑椡偱廩揢偟偰傕丄懘張偵懚嵼偡傞嬻婥傪摝偑偝側偄尷傝塱墦偵夝徚弌棃傑偣傫丄幩弌懍搙偑憗偗傟偽從偗晄椙偲側傝丄嬐偐悢夞偺惉宆偱嬥宆偵僺儞儂乕儖偑敪惗偟丄嬥宆傪庻柦傊偲捛偄棫偰傑偡丅
奜娤柺偵墯晄椙偑敪惗偟側偄働乕僗偱偼丄Y帤宍偺僂僃儖僪儔僀儞偑敪惗偟傑偡丄壗傟偵偟偰傕摝偘応傪幐偭偨嬻婥偑丄埑弅偝傟偰崅壏偵側傞偙偲偵戝偒側堘偄偼側偔丄怴偨偵僈僗敳偒僺儞傪愝偗傞摍偺丄奜娤傪媇惖偵偡傞偙偲傕峫椂偟偨懳嶔傪島偠側偄偲夝寛偟傑偣傫丅
崻杮揑懳張朄偼丄庽帀偺懡曽岦偐傜偺夢傝崬傒傪夞旔偡傞昁梫偑桳傝丄惢昳僨僓僀儞偺愝寁曄峏傗丄棳摦夝愅偱夝愅偟撫傜僎乕僩曽幃丒僎乕僩埵抲摍偺曄峏偑昁梫偲側傝傑偡丅僟儊乕僕傪庴偗偨嬥宆傪丄儗乕僓乕梟愙偱暅尦偡傞偙偲傕壜擻偱偡偑丄Maid in Japan偺壔徬昳儊乕僇乕偼奜娤偵偼旕忢偵尩偟偔丄嬥宆偺擏惙傝梟愙曗廋偱偺暅尦偼100亾擣傔偰懻偗側偄偺偱憂傝捈偟偵側傞偺偼娫堘偄偛偞偄傑偣傫丅
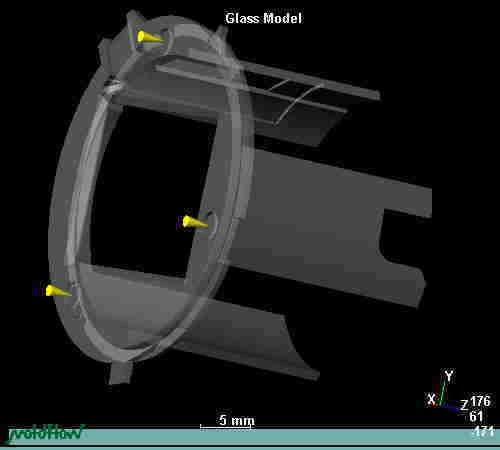
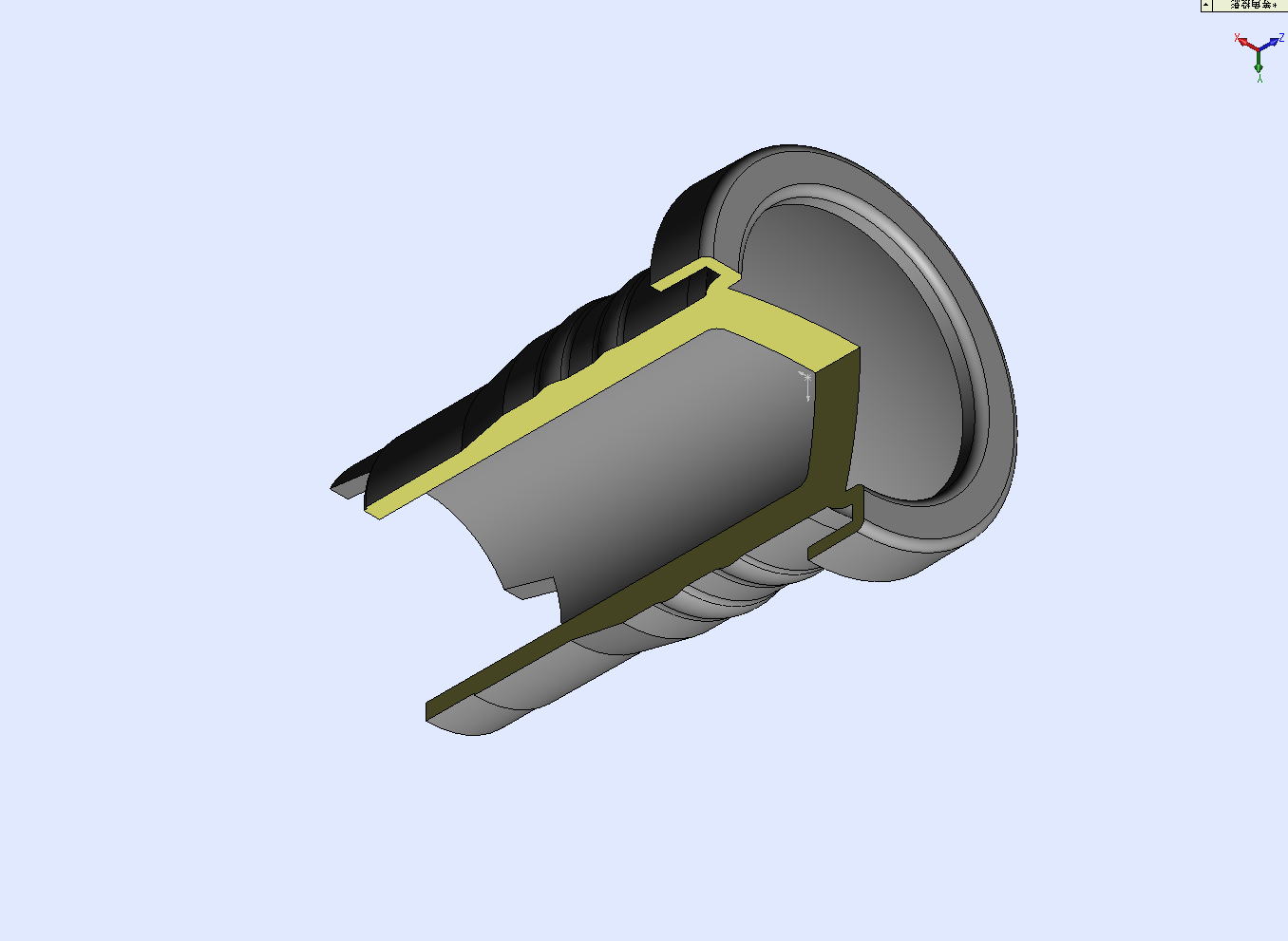
僄傾乕僩儔僢僾偑惗惉偝傟傞巇慻傒

忋偺僄傾乕僩儔僢僾傾僯儊乕僔儑儞偱偛愢柧偝偣偰懻偒傑偡丄摲懱拞墰晹塃偺墿怓偄僐乕儞偑僒僽儅儕儞僎乕僩偱偡丅
僒僽儅儕儞僎乕僩傪捠夁偟偨庽帀偼撪懁偺僐傾僺儞偵撍偒摉偨傝丄忋壓嵍塃巐曽傊傎乁墌宍偵奼偑傝傑偡丄嵍塃傊奼偑偭偨庽帀偑傎乁摲懱偺敿暘掱廩揢偟偨帪揰偱丄摲懱偺忋傊棳傟偨庽帀偑僎乕僩懁奜娤柺傊摓払偟丄偡偖偵奜廃偺僷乕僥傿儞僌儔僀儞傑偱恑傒傑偡丄偦偺屻偼僎乕僩偐傜嵍塃傊奼偑偭偨庽帀偑忋傊奼偑傝側偑傜斀僎乕僩懁傊恑傒丄僎乕僩偐傜忋傊嫙媼偝傟偨庽帀偲崌棳偟側偑傜丄僉儍價僥傿撪傪廩揢偟偰偄偒傑偡偑丄栺90亾掱廩揢偟偨帪揰偱奜廃偺僷乕僥傿儞僌儔僀儞傊摓払偟偨庽帀偑奜娤柺拞墰傪恑傫偱偄偨庽帀傪捛偄墇偟傑偡丄偦偺捛偄墇偟偨庽帀偑嵍塃偐傜崌棳偟偰丄崱搙偼撪懁偺奜娤柺傊恑傒傑偡丅
奜娤柺拞墰棳傟偰偄偨庽帀偑奜廃傊摓払偡傞捈慜偱丄嵍塃偐傜夢傝崬傫偩庽帀偵傛偭偰僉儍價僥傿撪偺嬻婥偑暵偠崬傔傜傟偰偟傑偄傑偡丄摝偘応傪幐偭偨嬻婥偼庽帀偺廩揢偵傛偭偰埑弅偝傟偰丄崅壏偵側傝敪惗偡傞僄傾乕僩儔僢僾尰徾偱丄惉宍婡偑帩偮嵟戝埑椡偱廩揢偟偰傕丄懘張偵懚嵼偡傞嬻婥傪摝偑偝側偄尷傝塱墦偵夝徚弌棃傑偣傫丄幩弌懍搙偑憗偗傟偽從偗晄椙偲側傝丄嬐偐悢夞偺惉宆偱嬥宆偵僺儞儂乕儖偑敪惗偟丄嬥宆傪庻柦傊偲捛偄棫偰傑偡丅
奜娤柺偵墯晄椙偑敪惗偟側偄働乕僗偱偼丄Y帤宍偺僂僃儖僪儔僀儞偑敪惗偟傑偡丄壗傟偵偟偰傕摝偘応傪幐偭偨嬻婥偑丄埑弅偝傟偰崅壏偵側傞偙偲偵戝偒側堘偄偼側偔丄怴偨偵僈僗敳偒僺儞傪愝偗傞摍偺丄奜娤傪媇惖偵偡傞偙偲傕峫椂偟偨懳嶔傪島偠側偄偲夝寛偟傑偣傫丅
崻杮揑懳張朄偼丄庽帀偺懡曽岦偐傜偺夢傝崬傒傪夞旔偡傞昁梫偑桳傝丄惢昳僨僓僀儞偺愝寁曄峏傗丄棳摦夝愅偱夝愅偟撫傜僎乕僩曽幃丒僎乕僩埵抲摍偺曄峏偑昁梫偲側傝傑偡丅僟儊乕僕傪庴偗偨嬥宆傪丄儗乕僓乕梟愙偱暅尦偡傞偙偲傕壜擻偱偡偑丄Maid in Japan偺壔徬昳儊乕僇乕偼奜娤偵偼旕忢偵尩偟偔丄嬥宆偺擏惙傝梟愙曗廋偱偺暅尦偼100亾擣傔偰懻偗側偄偺偱憂傝捈偟偵側傞偺偼娫堘偄偛偞偄傑偣傫丅
僨僓僀儞曄峏偱庽帀偺棳傟偑曄傢傞偺丠
嵟傕棟憐揑側庽帀偺棳偟曽偲偟偰偼丄拞怱偐傜曻幩忬偵奜傊岦偐偆棳傟偑嬒堦偱嵟崅偱偡偑丄愝掕偝傟偨僒僽儅儕儞僎乕僩偱偼亂柍偄暔偹偩傝亃偱偡丄偱偼偳偆偟傑偟傚偆丅
僎乕僩偐傜幩弌偟偨庽帀傪摲懱慡廃傊偺廩揢傪抶傜偣傞亖抶傟偨傇傫揤懁奜娤柺傊廩揢偑憗傑傞偲嫟偵丄斀僎乕僩懁壓曽岦偐傜偺夢傝崬傒傕彮側偔側傞丅
懳嶔丗摲懱晹偺岴宎傪戝偒偔偡傞偙偲偱丄岤傒偑敄偔側傝庽帀偺棳傟偑抶偔側傝丄僎乕僩偺斀懳懁傊偺夢傝崬傒偑抶偔側傝丄揤柺奜娤晹傊偺摓拝偑憗偔側傞丅
僎乕僩偐傜幩弌偟偨庽帀偑摲懱傪揱偭偰揤懁奜娤柺傊摓払偟偨傜丄奜廃僷乕僥傿儞僌儔僀儞傊偺摓払傪抶傜偣傞偙偲偑弌棃傟偽丄拞墰晹暘傊偼抁帪娫偱廩揢偡傞丅亖拞墰晹傊抁帪娫偱廩揢偟偨屻偼丄枹廩揢嬻摯晹偱偁傞奜廃僷乕僥傿儞僌儔僀儞傊恑傓偩偗偵側傞丅
懳嶔丗奜廃僷乕僥傿儞僌儔僀儞偺庤慜偵墎傪愝偗偰丄庽帀偑棳傟偵偔偄峔憿傊惢昳偺愝寁曄峏傪怽惪偡傞丅
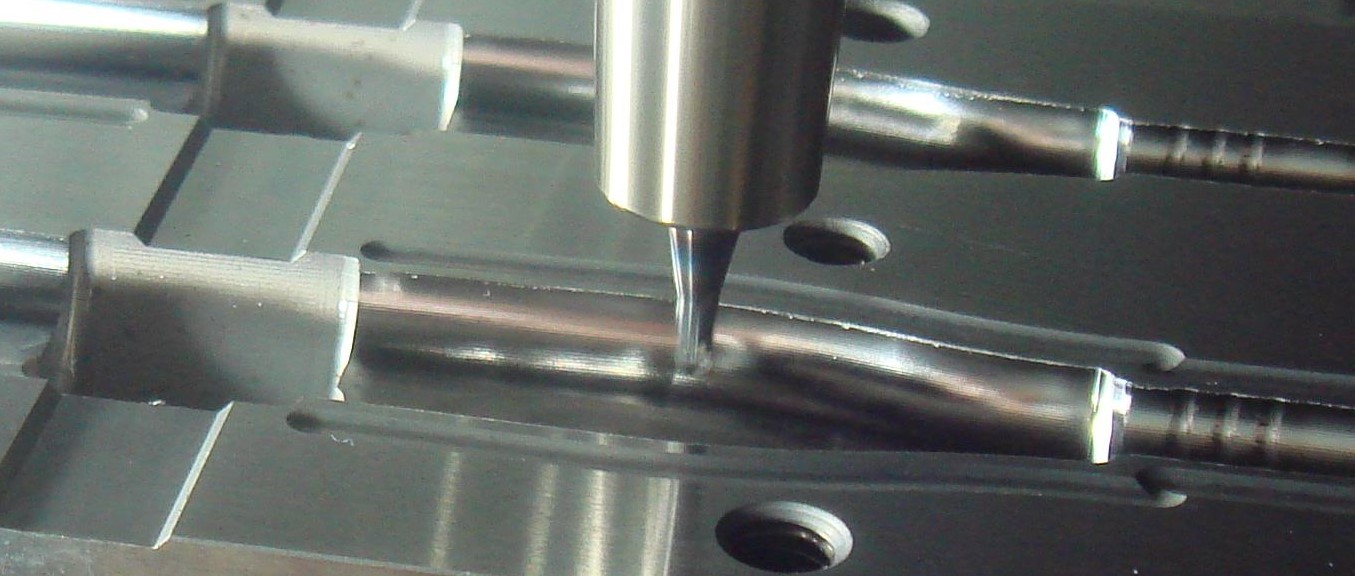
庽帀偺棳傟偼杮摉偵曄傢偭偨偺偐丠


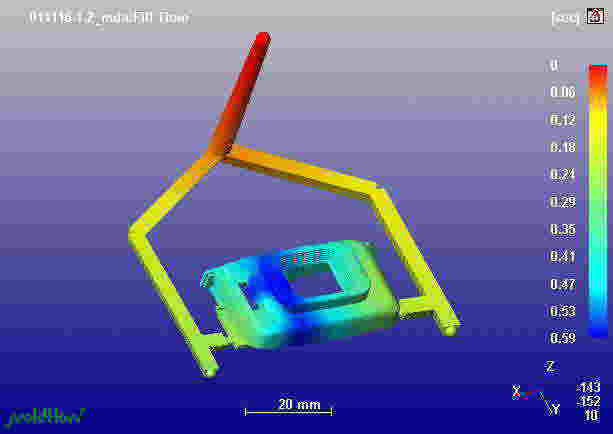
偛棗壓偝偄丄傕偺偺尒帠偵庽帀偺棳傟偑曄傢傝傑偟偨丄壓偺傾僯儊乕僔儑儞偑僎乕僩偺斀懳懁偐傜偺價儏乕偱偡丄摲懱晹暘偼揤懁奜娤柺傛傝彮偟憗傔偵廩揢姰椆偟偰偄傑偡偑丄奜娤晹偺墎傪愝偗偨撪懁偼摲懱晹偺庽帀偑忋偑傞慜偵偡偱偵廩揢嵪偵側偭偰偄傑偡丅傛偭偰丄奜娤柺偼墎傪愝偗偨奜懁偺僈僗儀儞僩偑愝抲嵪偺僷乕僥傿儞僌儔僀儞偑傎乁摨帪偵廩揢丄懠曽偱偼敄擏壔偟偨偨傔廩揢偑抶傟偰偄偨摲懱晹傕慡懱偵傎乁廩揢偟偨偨傔丄枹廩揢晹暘傊埑椡偑妡偐傞傛偆偵側傝丄僷乕僥傿儞僌儔僀儞偺廩揢偐傜彮偟抶傟偰丄偙偪傜傕僈僗儀儞僩傪愝偗偨僙儞僞乕僺儞偲僄僕僃僋僞僗儕乕僽僺儞傊丄僉儍價僥傿撪偺嬻婥傪墴偟弌偟撫傜廩揢偡傞條巕偑僴僢僉儕偲撉傒庢傟傑偡丅
Moldflow偺僾儔僗僠僢僋棳摦夝愅偼怣棅偱偒傞偺偐丠

嬥宆偺惢嶌懪崌偣弶摢偐傜栤戣偵側偭偰偄偨奜娤柺偼丄暰幮偺採埬偵傛偭偰丄偛棗偄偨偩偗傟偽偍敾傝偺傛偆偵慡偔栤戣偺柍偄惢昳偲偟偰巇忋偑傝傑偟偨丅
(桳)僞儅僠惢嶌強偱偼丄僾儔僗僠僢僋嬥宆偺愝寁丒惢嶌傪庡嬈偲偟丄棳摦夝愅傪嬥宆憂傝偺戞堦曕偲埵抲晅偗偰偍傝丄嵟弶偺岺掱偵妱傝摉偰偰偄傑偡丄棳摦夝愅偵傛偭偰枮懌偱偒傞椙昳偑摼傜傟傞専徹傪偟偰偐傜丄師岺掱偺嬥宆愝寁偵堏傝傑偡丄嬥宆偲偟偰偺嬵暘妱偲僈僗敳偒愝寁丄惢昳偺庢傝悢偲傾儞僟乕僇僢僩張棟曽幃偵傛傞儗僀傾僂僩偲儌乕儖僪儀乕僗偺愝寁偺廔椆屻丄傕偆堦搙Moldfiow棳摦夝愅傊栠傝丄検嶻惉宍傪憐掕偟僐僗僩傪廳帇偟偨儔儞僫乕夝愅傪峴偄傑偡丄偙偺傛偆偵嬥宆憂傝偲棳摦夝愅偺梈崌傪栚巜偟丄幚慔偟峏偵偍媞條偺偍栶偵棫偰傞傛偆愊嬌塣梡偟偰嶲傝傑偡丅